株式会社オスカー技研は工業用精密ゴム金型設計製造会社です。
業務案内SERVICE&PRODUCTS
加工寸法の保証
「製品の寸法が出てないんじゃない?」
って言われた事はありませんか?
●寸法測定の正確さには自信があります。
●極小溝でも正確に測れます。
●加工した品物の寸法を保証します。
●測定時の測定痕(キズ)を残しません。

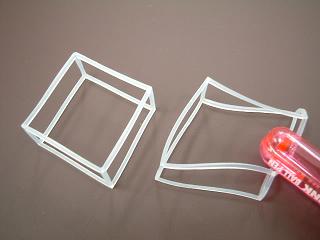
▲右が市販品の測定子。左上が弊社作成の測定子です。
針の先にボールを熔接。ボールの直径は0.5mm。
市販の測定子では、極小のR溝を測定すると
先端のフラット部分が
悪さして、正確に深さが測れない。
4軸5軸加工3次元CAD/CAM
型イメージ
複数化する顧客のニーズにおいて図面を3次元で読み込み、書き出しは日常的となっている。
この流れに早くから着目し、3次元CADの導入をしてきました。
4軸・5軸加工機の導入
複合加工機の導入にも逸早く手をつけ自社で必要なコア部品を製作しています。
複雑な形状でもよく素早く正確に加工を行います。
5軸加工イメージ
金型という性質上、金属加工における削り出しだけでは出来ない様な部分を製作しなくてはならないことがある。
加工刃物の加工条件や切削条件などノウハウを持って加工を行い、微細加工・複雑加工を得意としています。
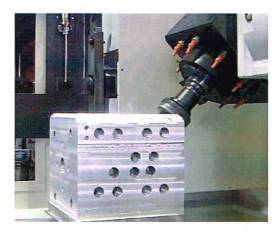
9軸複合加工


型に対する技術的複雑要求が多くなってきました。
当社ではその解決法として9軸の複合加工機を導入し加工技術やプログラム方法を開発してきました。これは旋盤とマシニングセンターが合体した様な機械ですがさらに旋回軸(戦車の砲塔)を搭載しています。
今までの機械との大きな違いはワンチャッキングで6面の加工が行え、さらに斜めの穴や斜めからの加工が可能となりました。
また工具を傾けて切削する事により工具の干渉や工具中心の切削速度ゼロ点を回避できるので画期的な加工が出来る様になりました。
5面6軸加工
立型マシニングセンタ
横型マシニングセンタ
同時6軸制御マシニングセンタ
全ての加工が1台でできる1体構造の
6軸 マシニングセンタを導入しました。
前後ストロークの760mmと左右ストロークの
1050mmの 組み合わせで完璧な5面加工と
完璧な同時6軸加工が実現できます。
6軸多面加工
フェイスミルミル・エンドミルによる多面加工
同時6軸制御加工
航空機のジェットエンジンのプレートや
船舶のスクリューといった
同時6軸制御加工が可能です。
工具
一流料理人が言う「魚料理は包丁が命」
包丁の切れ味が悪いとそれだけで魚の味が落ちてしまう。
だから包丁は自分で研ぎ、研ぐ技も一流を身に着ける。
当社は料理屋ではありませんが素材を上手に切る必要性は同じです。
魚よりはるかに硬い金属を切る訳ですから、包丁いわく工具の切れ味が悪ければ、綺麗で精度の良い金型はできません。
金型の材料である金属を切る場合の重要な要素が
○切削条件(切削速度と切込量)
○材質
○切削油
と業界では言われていますが、包丁いわく工具にはあまり触れていません。これは工具は切削理論が難しく、また理論に適合した工具を金型屋が作ることが不可能だったからです。
以来、工具は工具メーカー製を購入する物と業界の常識になっていました。そこで当社はより良い金型を作るために、工具にも目を向けました。
当社の仕事に最適な切削理論の見直し。
工具メーカー添付の切削条件の否定から始め
○工具材質
○工具の形
○工具の切削条件
を見直し、工具を自社で製作するまでになりました。また、工具の精度を0.001mmまで追求するために工具の製作は専用NC工作機械で行っています。


ゴム加工
硬い鉄を削る機械で柔らかいゴムを削ることもできます。
あらゆる試行錯誤で、シリコンゴムを切削できるまでになりました。

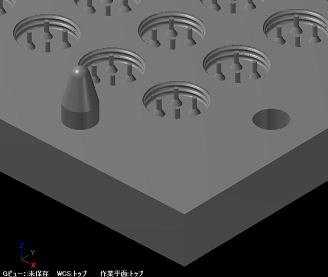
製作実績
 |
株式会社 森精機製作所 主催 第一回 切削加工ドリームコンテスト 微細加工部門 銀賞受賞 |

![]()
作品名 Oリング金型(線径0.05mm/内径0.05mm)
内容 1c㎡内に2,500個の加工となります。
要求精度は±0.005mm。
材質 NAK55
加工機械 SV-500B/40
 |
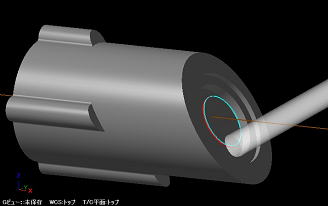
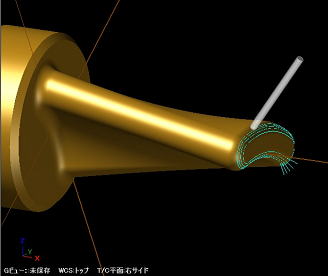
株式会社 森精機製作所 主催 第三回 切削加ドリームコンテスト 部品加工部門 銅賞受賞 |
作品名 パッキン
内容 材質がゴムなので、内径加工だけでも
工夫が必要です。弾性のある材質を
切り離すのはむずかしいですが、
部品一つ一つが全てきれいな
L型になっています。
材質 シリコンゴム40度
加工機械 NT4200 DCG/1000SZ